MEASURING PRINCIPLE
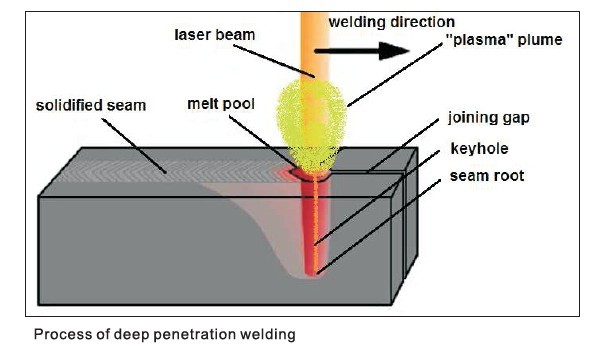
~ During the welding process the melting and evaporation of the metal create a characteristic
process radiation.
~ The process radiation conducted back through the optical fiber is decoupled, optically filtered and
transformed into an electrical signal by means of a sensor.
~ This signal level is proportional to the radiation capacity of the process radiation.
~ Transmitted to the WeldWatcher the software automatically evaluates the signal.
~ The quality of the current signal is evaluated on the basis of previously generated reference values by
means of the enveloping curve technique.
~ The result of evaluation is displayed on the screen and transmitted to the PLC by a standardized bus
system.